企业免费推广平台

丹阳市勤丰五金刃具有限公司电动工具铣刀|锯齿钻|阶梯钻系列|倒角器
139****2208
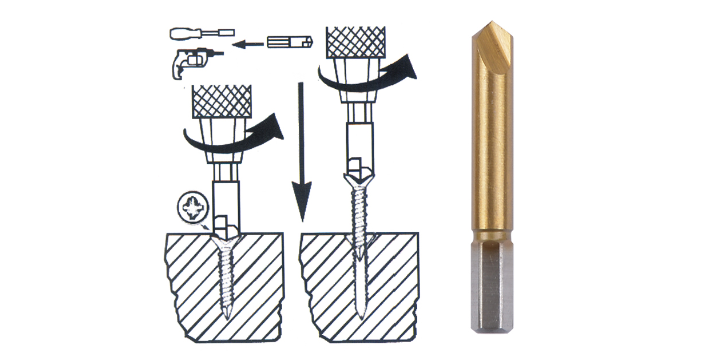
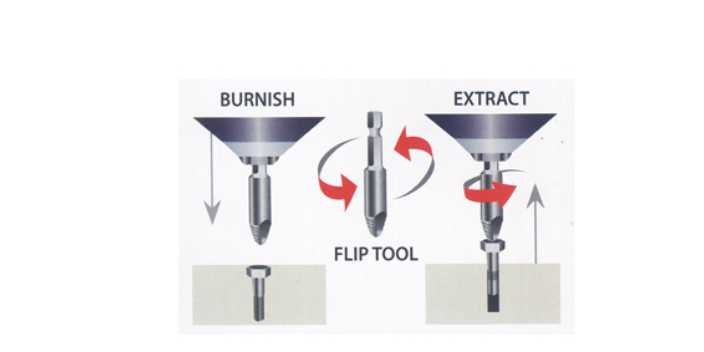
水管断丝取出器用法?准备好取出器,观察水龙头断裂的内部是什么纹路的,选择大小合适,纹路相同的取出器。一:将取出器旋转进去,先旋紧。螺纹方向是相反的,天津定制取出器模具,逆时针拧动的时候,天津定制取出器模具,断丝取出器是不断往穿钉内六角孔里面拧紧。二:而穿钉螺纹是往松的方向拧出即可。如果力气不够,可以用电动套在上面,就不用自己用力了。如果取出器都搞不定的话。三:那就只有用原始的方法了,用改刀和锤子慢慢敲,一点一点敲碎,或者敲边沿,敲送了就脱落了。当然狠的一招就是砸墙,把墙砸掉一部分。四:把整个水龙头换掉即可。然后用新的水龙头,缠上生胶带重新安装严实就解决了,天津定制取出器模具,这个就不单独处理断掉的螺丝,而是连水龙头都换新的。5种取断螺丝的方法:我们在日常的工作中。天津定制取出器模具
圆柱螺旋槽的铣削取出器: 1、交换齿轮计算,铣削圆柱螺旋槽时,将工件装夹在分度头上,铣刀与工件的相对运动规律由交换齿轮将工作台丝杠与分度头连接起来来实现,通常采用侧轴挂轮法。2、铣刀的选择,正确选择铣刀是保证圆柱螺旋槽截面形状的关键,铣刀的廓形应与螺旋槽法向截面形状相符。常用的铣刀有立铣刀、角度铣刀、成形铣刀等。3、铣削矩形槽时的干涉现象,在铣床上铣削螺旋槽时,当工件回转一周时,铣刀相对于工件在轴线方向移动的距离等于导程。在一条螺旋槽上,不论是槽口还是槽底的螺旋线,其导程是相等的,即一条螺旋槽上各处的导程是相等的。上海梅花紧固件取出器多少钱水龙头螺丝断在水管里面怎么取出来?
螺丝断掉如何取出? 1、首先清掉断螺丝断头表面的污泥,用中心铳将断面的中心铳死,然后用电钻装上直径6-8毫米的钻头,在断面中心铳孔处钻孔,注意孔一定要钻透。孔钻透后,将小钻头取下,换上直径16毫米的钻头,继续将断螺栓的孔扩大并钻透。2、取直径3.2毫米以下的焊条,采用中小电流在断螺栓的钻孔内,由里到外进行堆焊,堆焊开始的部位取断螺栓整个长度的一半即可。开始堆焊时,引弧不要过长,以免将断螺栓外壁烧穿。堆焊至断螺栓上端面后,再继续堆焊出1个直径14-16毫米,高8-10毫米的圆柱体。3、堆焊好后,用手锤锤击其端面处,使断头螺栓沿其轴向产生震动。由于此前电弧产生的热量及随后的冷却,再加上此时的震动,会使断螺栓与机体的螺纹之间产生松动。4、仔细观察,当发现敲击后有微量的铁锈从断口处漏出时,即可取M18的螺母套,在堆焊的柱头上并将两者焊合。
丝锥、钻头断在孔里了,如何取出? 1.灌点润滑油,用尖簪子或者斩子在断裂面反向慢慢敲出,不时倒倒铁削。2.在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了);3.用特殊工具:断丝锥取出器,原理是工件和丝锥分别接上正负电极,中间灌电解液,导致工件向丝锥放电腐蚀,然后辅助尖嘴钳等取出,对内孔伤害很小;4.拿钢辊顶在丝锥裂口用小锤子敲,丝锥比较脆,敲成渣出来,或者直接把断丝锥的螺纹孔钻烂活镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的);5.将断丝锥所在的螺纹孔焊平,再磨平,重新钻孔,虽然很难但是慢慢可以钻进去(如果那个螺纹孔可以换位置的话,重新钻孔攻丝的时候,建议还是换到原螺纹孔旁边);螺丝断在孔内取出技巧:如果螺丝的生锈情况非常严重。

丝锥、钻头断在孔里了,如何搞定? 11. 用乙炔火焰或喷灯使丝锥退火,然后用钻头去钻,此时钻头直径应比底孔直径小,钻孔也要对准中心,防止将螺纹钻坏,孔钻好后打入一个扁形或方形冲头再用扳手旋出丝锥;12. 用气钻反转取,全靠手感,因为不是直接钻掉丝锥的,而是用慢速和一点点的摩擦力(类似汽车半离合)让丝锥跟着转出来的;13. 可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径;14. 在断入物上焊接一铁棒,然后拧出。(缺点:太小的断入物无法焊接;对焊接技巧要求极高,容易烧坏工件;焊接处容易断,能取出断入物的几率很小)15. 用比断入物硬的锥状工具撬。(缺点:只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;断入物太深、太小都无法取出;容易破坏原有孔)螺丝断在孔内取出技巧。湖北质量取出器大概多少钱
圆柱螺旋槽铣削取出器的工艺特征。天津定制取出器模具
丝锥断了如何取出?六:用小锤子敲打,拿钢辊顶在丝锥裂口用小锤子慢慢敲,丝锥比较脆,然后敲成渣出来,或者更简单,直接把断丝锥的螺纹孔钻烂活镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的) 七:用电焊,在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了) 双头螺栓基本知识与保养:生产双头螺栓是需要固定的设配与机床加工的,当然其实加工程序还是相对简单的,主要有一下工序:首先是需要拔料,拔料就是用拔料机将歪曲的的料拔直,经过这道工序之后才能进行下一道工序,下一道工序就是用切割机将拔直的很长的料按照客户要求切割成客户需要的长度,这就完成了第二道工序,第三道工序是将切割好的短料放在滚丝机上滚出来丝扣;到这里普通的双头螺栓就加工完了,当然如果需要其他要求,那还需要其他的工序。天津定制取出器模具
丹阳市勤丰五金刃具有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,齐心协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来丹阳市勤丰五金刃具供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
丹阳市勤丰五金刃具有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

